

Many different kinds of electric motors have been adapted for use
in motion control systems because of their linear characteristics.
These include both conventional rotary and linear alternating current
(AC) and direct current (DC) motors. These motors can be
further classified into those that must be operated in closed-loop
servosystems and those that can be operated open-loop.
The most popular servomotors are permanent magnet (PM)
rotary DC servomotors that have been adapted from conventional
PM DC motors. These servomotors are typically classified
as brush-type and brushless. The brush-type PM DC servomotors
include those with wound rotors and those with lighter weight,
lower inertia cup- and disk coil-type armatures. Brushless servomotors
have PM rotors and wound stators.
Some motion control systems are driven by two-part linear
servomotors that move along tracks or ways. They are popular in
applications where errors introduced by mechanical coupling
between the rotary motors and the load can introduce unwanted
errors in positioning. Linear motors require closed loops for their
operation, and provision must be made to accommodate the
back-and-forth movement of the attached data and power cable.
Stepper or stepping motors are generally used in less demanding
motion control systems, where positioning the load by stepper
motors is not critical for the application. Increased position accuracy
can be obtained by enclosing the motors in control loops

Permanent-Magnet DC Servomotors
Permanent-magnet (PM) field DC rotary motors have proven to be reliable drives for motion control applications where high efficiency, high starting torque, and linear speed–torque curves are desirable characteristics. While they share many of the characteristics of conventional rotary series, shunt, and compound-wound brush-type DC motors, PM DC servomotors increased in popularity with the introduction of stronger ceramic and rare-earth magnets made from such materials as neodymium–iron–boron and the fact that these motors can be driven easily by microprocessor- based controllers. The replacement of a wound field with permanent magnets eliminates both the need for separate field excitation and the electrical losses that occur in those field windings. Because there are both brush-type and brushless DC servomotors, the term DC motor implies that it is brush-type or requires mechanical commutation unless it is modified by the term brushless. Permanent magnet DC brush-type servomotors can also have armatures formed as laminated coils in disk or cup shapes. They are lightweight, low-inertia armatures that permit the motors to accelerate faster than the heavier conventional wound armatures. The increased field strength of the ceramic and rare-earth magnets permitted the construction of DC motors that are both smaller and lighter than earlier generation comparably rated DC motors with alnico (aluminum–nickel–cobalt or AlNiCo) magnets. Moreover, integrated circuitry and microprocessors have increased the reliability and cost-effectiveness of digital motion controllers and motor drivers or amplifiers while permitting them to be packaged in smaller and lighter cases, thus reducing the size and weight of complete, integrated motion-control systems.

Permanent-Magnet DC Servomotors
Permanent-magnet (PM) field DC rotary motors have proven to
be reliable drives for motion control applications where high efficiency,
high starting torque, and linear speed–torque curves are
desirable characteristics. While they share many of the characteristics
of conventional rotary series, shunt, and compound-wound
brush-type DC motors, PM DC servomotors increased in popularity
with the introduction of stronger ceramic and rare-earth
magnets made from such materials as neodymium–iron–boron
and the fact that these motors can be driven easily by microprocessor-
based controllers.
The replacement of a wound field with permanent magnets
eliminates both the need for separate field excitation and the
electrical losses that occur in those field windings. Because there
are both brush-type and brushless DC servomotors, the term DC
motor implies that it is brush-type or requires mechanical commutation
unless it is modified by the term brushless. Permanentmagnet
DC brush-type servomotors can also have armatures
formed as laminated coils in disk or cup shapes. They are lightweight,
low-inertia armatures that permit the motors to accelerate
faster than the heavier conventional wound armatures.
The increased field strength of the ceramic and rare-earth
magnets permitted the construction of DC motors that are both
smaller and lighter than earlier generation comparably rated DC
motors with alnico (aluminum–nickel–cobalt or AlNiCo) magnets.
Moreover, integrated circuitry and microprocessors have
increased the reliability and cost-effectiveness of digital motion
controllers and motor drivers or amplifiers while permitting them
to be packaged in smaller and lighter cases, thus reducing the
size and weight of complete, integrated motion-control systems
Brush-Type PM DC Servomotors
The design feature that distinguishes the brush-type PM DC servomotor, as shown in Fig. 1, from other brush-type DC motors is the use of a permanent-magnet field to replace the wound field. As previously stated, this eliminates both the need for separate field excitation and the electrical losses that typically occur in field windings. Permanent-magnet DC motors, like all other mechanically commutated DC motors, are energized through brushes and a multisegment commutator. While all DC motors operate on the same principles, only PM DC motors have the linear speed–torque curves shown in Fig. 2, making them ideal for closed-loop and variablespeed servomotor applications. These linear characteristics conveniently describe the full range of motor performance. It can be seen that both speed and torque increase linearly with applied voltage, indicated in the diagram as increasing from V1 to V5.
The stators of brush-type PM DC motors are magnetic pole pairs. When the motor is powered, the opposite polarities of the energized windings and the stator magnets attract, and the rotor rotates to align itself with the stator. Just as the rotor reaches alignment, the brushes move across the commutator segments and energize the next winding. This sequence continues as long as power is applied, keeping the rotor in continuous motion. The commutator is staggered from the rotor poles, and the number of its segments is directly proportional to the number of windings. If the connections of a PM DC motor are reversed, the motor will change direction, but it might not operate as efficiently in the reversed direction.
Disk-Type PM DC Motors
The disk-type motor shown exploded view in Fig. 3 has a diskshaped armature with stamped and laminated windings. This nonferrous laminated disk is made as a copper stamping bonded between epoxy–glass insulated layers and fastened to an axial shaft. The stator field can either be a ring of many individual ceramic magnet cylinders, as shown, or a ring-type ceramic magnet attached to the dish-shaped end bell, which completes the magnetic circuit. The spring-loaded brushes ride directly on stamped commutator bars.

These motors are also called pancake motors because they are housed in cases with thin, flat form factors whose diameters exceed their lengths, suggesting pancakes. Earlier generations of these motors were called printed-circuit motors because the armature disks were made by a printed-circuit fabrication process that has been superseded. The flat motor case concentrates the motor’s center of mass close to the mounting plate, permitting it to be easily surface mounted. This eliminates the awkward motor overhang and the need for supporting braces if a conventional motor frame is to be surface mounted. Their disktype motor form factor has made these motors popular as axis drivers for industrial robots where space is limited. The principal disadvantage of the disk-type motor is the relatively fragile construction of its armature and its inability to dissipate heat as rapidly as iron-core wound rotors. Consequently, these motors are usually limited to applications where the motor can be run under controlled conditions and a shorter duty cycle allows enough time for armature heat buildup to be dissipated.
Cup- or Shell-Type PM DC Motors

Cup- or shell-type PM DC motors offer low inertia and low inductance as well as high acceleration characteristics, making them useful in many servo applications. They have hollow cylindrical armatures made as aluminum or copper coils bonded by polymer resin and fiberglass to form a rigid “ironless cup,” which is fastened to an axial shaft. A cutaway view of this class of servomotor is illustrated in Fig. 4. Because the armature has no iron core, it, like the disk motor, has extremely low inertia and a very high torque-to-inertia ratio. This permits the motor to accelerate rapidly for the quick response required in many motion-control applications. The armature rotates in an air gap within very high magnetic flux density. The magnetic field from the stationary magnets is completed through the cup-type armature and a stationary ferrous cylindrical core connected to the motor frame. The shaft rotates within the core, which extends into the rotating cup. Springbrushes commutate these motors.
Brushless PM DC Motors


Brushless DC motors exhibit the same linear speed–torque characteristics as the brush-type PM DC motors, but they are electronically commutated. The construction of these motors, as shown in Fig. 6, differs from that of a typical brush-type DC motor in that they are “inside-out.” In other words, they have permanent magnet rotors instead of stators, and the stators rather than the rotors are wound. Although this geometry is required for brushless DC motors, some manufacturers have adapted this
design for brush-type DC motors. The mechanical brush and bar commutator of the brushless DC motor is replaced by electronic sensors, typically Hall-effect devices (HEDs). They are located within the stator windings and wired to solid-state transistor switching circuitry located either on circuit cards mounted within the motor housings or in external packages. Generally, only fractional horsepower brushless motors have switching circuitry within their housings. The cylindrical magnet rotors of brushless DC motors are magnetized laterally to form opposing north and south poles across the rotor’s diameter. These rotors are typically made from neodymium–iron–boron or samarium–cobalt rare-earth magnetic materials, which offer higher flux densities than alnico magnets. These materials permit motors offering higher performance to be packaged in the same frame sizes as earlier motor designs or those with the same ratings to be packaged in smaller frames than the earlier designs. Moreover, rare-earth or ceramic magnet rotors can be made with smaller diameters than those earlier models with alnico magnets, thus reducing their inertia. A simplified diagram of a DC brushless motor control with one Hall-effect device (HED) for the electronic commutator is shown in Fig. 7. The HED is a Hall-effect sensor integrated with an amplifier in a silicon chip. This IC is capable of sensing the polarity of the rotor’s magnetic field and then sending appropriate signals to power transistors T1 and T2 to cause the motor’s rotor to rotate continuously. This is accomplished as follows:
(1) With the rotor motionless, the HED detects the rotor’s north magnetic pole, causing it to generate a signal that turns on transistor T2. This causes current to flow, energizing winding W2 to form a south-seeking electromagnetic rotor pole. This pole then attracts the rotor’s north pole to drive the rotor in a counterclockwise(CCW) direction.
(2) The inertia of the rotor causes it to rotate past its neutral position so that the HED can then sense the rotor’s south magnetic pole. It then switches on transistor T1, causing current to flow in winding W1, thus forming a north-seeking stator pole that attracts the rotor’s south pole, causing it to continue to rotate in the CCW direction. The transistors conduct in the proper sequence to ensure that the excitation in the stator windings W2 and W1 always leads the PM rotor field to produce the torque necessary keep the rotor in constant rotation. The windings are energized in a pattern that rotates around the stator. There are usually two or three HEDs in practical brushless motors that are spaced apart by 90 or 120º around the motor’s rotor. They send the signals to the motion controller that actually triggers the power transistors, which drive the armature windings at a specified motor current and voltage level.

The brushless motor in the exploded view Fig. 8 illustrates a design for a miniature brushless DC motor that includes Halleffect commutation. The stator is formed as an ironless sleeve of copper coils bonded together in polymer resin and fiberglass to form a rigid structure similar to cup-type rotors. However, it is fastened inside the steel laminations within the motor housing. This method of construction permits a range of values for starting current and specific speed (rpm/V) depending on wire gauge and the number of turns. Various terminal resistances can be obtained, permitting the user to select the optimum motor for a specific application. The Hall-effect sensors and a small magnet disk that is magnetized widthwise are mounted on a diskshaped partition within the motor housing.
Position Sensing in Brushless Motors
Both magnetic sensors and resolvers can sense rotor position in brushless motors. The diagram in Fig. 9 shows how three magnetic sensors can sense rotor position in a three-phase electronically commutated brushless DC motor. In this example the magnetic sensors are located inside the end-bell of the motor. This inexpensive version is adequate for simple controls. In the alternate design shown in Fig. 10, a resolver on the end cap of the motor is used to sense rotor position when greater positioning accuracy is required. The high-resolution signals from the resolver can be used to generate sinusoidal motor currents within the motor controller. The currents through the three motor windings are position independent and respectively 120º phase shifted.


Brushless Motor Advantages
Brushless DC motors have at least four distinct advantages over brush-type DC motors that are attributable to the replacement of mechanical commutation by electronic commutation.
• There is no need to replace brushes or remove the gritty residue caused by brush wear from the motor.
• Without brushes to cause electrical arcing, brushless motors do not present fire or explosion hazards in an environment where flammable or explosive vapors, dust, or liquids are present.
• Electromagnetic interference (EMI) is minimized by replacing mechanical commutation, the source of unwanted radio frequencies, with electronic commutation.
• Brushless motors can run faster and more efficiently with
electronic commutation. Speeds of up to 50,000 rpm can be achieved vs. the upper limit of about 5000 rpm for brushtype DC motors.
Brushless DC Motor Disadvantages
There are at least four disadvantages of brushless DC servomotors.
• Brushless PM DC servomotors cannot be reversed by simply reversing the polarity of the power source. The order in which the current is fed to the field coil must be reversed.
• Brushless DC servomotors cost more than comparably rated brush-type DC servomotors.
• Additional system wiring is required to power the electronic commutation circuitry.
• The motion controller and driver electronics needed to operate a brushless DC servomotor are more complex and expensive than those required for a conventional DC servomotor. Consequently, the selection of a brushless motor is generally justified on a basis of specific application requirements or its hazardous operating environment.
Characteristics of Brushless Rotary Servomotors
It is difficult to generalize about the characteristics of DC rotary servomotors because of the wide range of products available commercially. However, they typically offer continuous torque ratings of 0.62 lb-ft (0.84 N-m) to 5.0 lb-ft (6.8 N-m), peak torque ratings of 1.9 lb-ft (2.6 N-m) to 14 lb-ft (19 N-m), and continuous power ratings of 0.73 hp (0.54 kW) to 2.76 hp (2.06 kW). Maximum speeds can vary from 1400 to 7500 rpm, and the weight of these motors can be from 5.0 lb (2.3 kg) to 23 lb (10 kg). Feedback typically can be either by resolver or encoder.
Linear Servomotors
A linear motor is essentially a rotary motor that has been opened out into a flat plane, but it operates on the same principles. Apermanent- magnet DC linear motor is similar to a permanentmagnet rotary motor, and an AC induction squirrel cage motor is
similar to an induction linear motor. The same electromagnetic force that produces torque in a rotary motor also produces torque in a linear motor. Linear motors use the same controls and programmable position controllers as rotary motors.
Before the invention of linear motors, the only way to produce linear motion was to use pneumatic or hydraulic cylinders, or to translate rotary motion to linear motion with ballscrews or belts and pulleys.
A linear motor consists of two mechanical assemblies: coil and magnet, as shown in Fig. 11. Current flowing in a winding in a magnetic flux field produces a force. The copper windings conduct current (I ), and the assembly generates magnetic flux density (B). When the current and flux density interact, a force (F) is
generated in the direction shown in Fig. 11, where F = I × B. Even a small motor will run efficiently, and large forces can be created if a large number of turns are wound in the coil and the magnets are powerful rare-earth magnets. The windings are phased 120 electrical degrees apart, and they must be continually
switched or commutated to sustain motion. Only brushless linear motors for closed-loop servomotor applications are discussed here. Two types of these motors are available commercially—steel-core (also called iron-core) and epoxy-core (also called ironless). Each of these linear servomotors has characteristics and features that are optimal in different applications


The coils of steel-core motors are wound on silicon steel to maximize the generated force available with a single-sided magnet assembly or way. Figure 12 shows a steel-core brushless linear motor. The steel in these motors focuses the magnetic flux to
produce very high force density. The magnet assembly consistsof rare-earth bar magnets mounted on the upper surface of a steel base plate arranged to have alternating polarities (i.e., N, S, N, S) The steel in the cores is attracted to the permanent magnets in a direction that is perpendicular (normal) to the operating motor force. The magnetic flux density within the air gap of linear motors is typically several thousand gauss. A constant magnetic force is present whether or not the motor is energized. The normal force of the magnetic attraction can be up to ten times the continuous force rating of the motor. This flux rapidly diminishes to a few gauss as the measuring point is moved a few centimeters away from the magnets.
Cogging is a form of magnetic “detenting” that occurs in both linear and rotary motors when the motor coil’s steel laminations cross the alternating poles of the motor’s magnets. Because it can occur in steel-core motors, manufacturers include features that minimize cogging. The high thrust forces attainable with steelcore
linear motors permit them to accelerate and move heavy masses while maintaining stiffness during machining or process operations. The features of epoxy-core or ironless-core motors differ from those of the steel-core motors. For example, their coil assemblies are wound and encapsulated within epoxy to form a thin plate that is inserted in the air gap between the two permanent- magnet strips fastened inside the magnet assembly, as shown in Fig. 13. Because the coil assemblies do not contain steel cores, epoxy-core motors are lighter than steel-core motors and less subject to cogging.
The strip magnets are separated to form the air gap into which
the coil assembly is inserted. This design maximizes the generated
thrust force and also provides a flux return path for the magnetic
circuit. Consequently, very little magnetic flux exists outside
the motor, thus minimizing residual magnetic attraction.
Epoxy-core motors provide exceptionally smooth motion,
making them suitable for applications requiring very low bearing
friction and high acceleration of light loads. They also permit
constant velocity to be maintained, even at very low speeds.
Linear servomotors can achieve accuracies of 0.1 μm. Normal
accelerations are 2 to 3 g, but some motors can reach 15 g.
Velocities are limited by the encoder data rate and the amplifier
voltage. Normal peak velocities are from 0.04 in./s (1 mm/s) to
about 6.6 ft/s (2 m/s), but the velocity of some models can exceed
26 ft/s (8 m/s).
Ironless linear motors can have continuous force ratings from
about 5 to 55 lbf (22 to 245 N) and peak force ratings from about
25 to 180 lbf (110 to 800 N). By contrast, iron-core linear motors
are available with continuous force ratings of about 30 to 1100
lbf (130 to 4900 N) and peak force ratings of about 60 to 1800 lbf
(270 to 8000 N).

Commutation
The linear motor windings that are phased 120º apart must becontinually switched or commutated to sustain motion. There are two ways to commutate linear motors: sinusoidal and Hall-effect device (HED), or trapezoidal. The highest motor efficiency is achieved with sinusoidal commutation, while HED commutation
is about 10 to 15% less efficient. In sinusoidal commutation, the linear encoder that provides position feedback in the servosystem is also used to commutate the motor. A process called “phase finding” is required when the motor is turned on, and the motor phases are then incrementally advanced with each encoder pulse. This produces extremely smooth motion. In HED commutation a circuit board containing Hall-effect ICs is embedded in the coil assembly. The HED sensors detect the polarity change in the magnet track and switch the motor phases every 60º. Sinusoidal commutation is more efficient than HED commutation because the coil windings in motors designed for this commutation method are configured to provide a sinusoidally shaped back EMF waveform. As a result, the motors produce a constant force output when the driving voltage on each phase matches the characteristic back EMF waveform.
Installation of Linear Motors
In a typical linear motor application the coil assembly is attached to the moving member of the host machine and the magnet assembly is mounted on the nonmoving base or frame. These motors can be mounted vertically, but if they are they typically require a counterbalance system to prevent the load from dropping if power temporarily fails or is routinely shut off. The counterbalance system, typically formed from pulleys and weights, springs, or air cylinders, supports the load against the force of gravity.
If power is lost, servo control is interrupted. Stages in motion tend to stay in motion while those at rest tend to stay at rest. The stopping time and distance depend on the stage’s initial velocity and system friction. The motor’s back EMF can provide dynamic braking, and friction brakes can be used to attenuate motion rapidly. However, positive stops and travel limits can be built into the motion stage to prevent damage in situations where power or feedback might be lost or the controller or servo driver fail. Linear servomotors are supplied to the customer in kit form for mounting on the host machine. The host machine structure must include bearings capable of supporting the mass of the motor parts while maintaining the specified air gap between the assemblies and also resisting the normal force of any residual magnetic attraction.
Linear servomotors must be used in closed loop positioning systems because they do not include built-in means for position sensing. Feedback is typically supplied by such sensors as linear encoders, laser interferometers, LVDTs, or linear Inductosyns.
Advantages of Linear vs. Rotary Servomotors
The advantages of linear servomotors over rotary servomotors
include:
• High stiffness: The linear motor is connected directly to the moving load, so there is no backlash and practically no compliance between the motor and the load. The load moves instantly in response to motor motion.
• Mechanical simplicity: The coil assembly is the only moving part of the motor, and its magnet assembly is rigidly mounted to a stationary structure on the host machine. Some linear motor manufacturers offer modular magnetic assemblies in
various modular lengths. This permits the user to form a track of any desired length by stacking the modules end to end, allowing virtually unlimited travel. The force produced by the motor is applied directly to the load without any couplings,
bearings, or other conversion mechanisms. The only alignments required are for the air gaps, which typically are from 0.039 in. (1 mm) to 0.020 in. (0.5 mm).
• High accelerations and velocities: Because there is no physical contact between the coil and magnet assemblies, high accelerations and velocities are possible. Large motors are capable of accelerations of 3 to 5 g, but smaller motors are
capable of more than 10 g.
• High velocities: Velocities are limited by feedback encoder data rate and amplifier bus voltage. Normal peak velocities are up to 6.6 ft/s (2 m/s), although some models can reach 26 ft/s (8 m/s). This compares with typical linear speeds of
ballscrew transmissions, which are commonly limited to 20 to 30 in./s (0.5 to 0.7 m/s) because of resonances and wear.
• High accuracy and repeatability: Linear motors with position feedback encoders can achieve positioning accuracies of ±1 encoder cycle or submicrometer dimensions, limited only by encoder feedback resolution.
• No backlash or wear:With no contact between moving parts, linear motors do not wear out. This minimizes maintenance and makes them suitable for applications where long life and long-term peak performance are required.
• System size reduction:With the coil assembly attached to the load, no additional space is required. By contrast, rotary motors typically require ballscrews, rack-and-pinion gearing, or timing belt drives.
• Clean room compatibility: Linear motors can be used in clean rooms because they do not need lubrication and do not produce carbon brush grit. Coil Assembly Heat dissipation Heat control is more critical in linear motors than in rotary motors because they do not have the metal frames or cases that can act as large heat-dissipating surfaces. Some rotary motors also have radiating fins on their frames that serve as heatsinks to augment the heat dissipation capability of the frames. Linear motors must rely on a combination of high motor efficiency and good thermal conduction from the windings to a heat-conductive, electrically isolated mass. For example, an aluminum attachment bar placed in close contact with the windings can aid in heat dissipation. Moreover, the carriage plate to which the coil assembly
is attached must have effective heat-sinking capability.
Stepper Motors
A stepper or stepping motor is an AC motor whose shaft is indexed through part of a revolution or step angle for each DC pulse sent to it. Trains of pulses provide input current to the motor in increments that can “step” the motor through 360º, and
the actual angular rotation of the shaft is directly related to the number of pulses introduced. The position of the load can be determined with reasonable accuracy by counting the pulses entered.
The stepper motors suitable for most open-loop motion control applications have wound stator fields (electromagnetic coils) and iron or permanent magnet (PM) rotors. Unlike PM DC servomotors with mechanical brush-type commutators, stepper
motors depend on external controllers to provide the switching pulses for commutation. Stepper motor operation is based on the same electromagnetic principles of attraction and repulsion as other motors, but their commutation provides only the torque required to turn their rotors. Pulses from the external motor controller determine the amplitude and direction of current flow in the stator’s field windings,
and they can turn the motor’s rotor either clockwise or counterclockwise, stop and start it quickly, and hold it securely at desired positions. Rotational shaft speed depends on the frequency of the pulses. Because controllers can step most motors at
audio frequencies, their rotors can turn rapidly. Between the application of pulses when the rotor is at rest, its armature will not drift from its stationary position because of the stepper motor’s inherent holding ability or detent torque. These
motors generate very little heat while at rest, making them suitable for many different instrument drive-motor applications in which power is limited.
The three basic kinds of stepper motors are permanent magnet, variable reluctance, and hybrid. The same controller circuit can drive both hybrid and PM stepping motors.
Permanent-Magnet (PM) Stepper Motors
Permanent-magnet stepper motors have smooth armatures and include a permanent magnet core that is magnetized widthwise or perpendicular to its rotation axis. These motors usually have two independent windings, with or without center taps. The
most common step angles for PM motors are 45 and 90º, but motors with step angles as fine as 1.8º per step as well as 7.5, 15, and 30º per step are generally available. Armature rotation occurs when the stator poles are alternately energized and deenergized to create torque. A 90º stepper has four poles and a 45º stepper has eight poles, and these poles must be energized in sequence. Permanent-magnet steppers step at relatively low rates, but they can produce high torques and they offer very good damping characteristics.
Variable Reluctance Stepper Motors
Variable reluctance (VR) stepper motors have multitooth armatures with each tooth effectively an individual magnet. At rest these magnets align themselves in a natural detent position to provide larger holding torque than can be obtained with a comparably rated PM stepper. Typical VR motor step angles are 15 and 30º per step. The 30º angle is obtained with a 4-tooth rotor and a 6-pole stator, and the 15º angle is achieved with an 8-tooth rotor and a 12-pole stator. These motors typically have three windings with a common return, but they are also available with four or
five windings. To obtain continuous rotation, power must be applied to the windings in a coordinated sequence of alternately deenergizing and energizing the poles.
If just one winding of either a PM or VR stepper motor is energized, the rotor (under no load) will snap to a fixed angle and hold that angle until external torque exceeds the holding torque of the motor. At that point, the rotor will turn, but it will still try to hold its new position at each successive equilibrium point.
Hybrid Stepper Motors
The hybrid stepper motor combines the best features of VR and PM stepper motors. A cutaway view of a typical industrial-grade hybrid stepper motor with a multitoothed armature is shown in Fig. 14.

The armature is built in two sections, with the teeth in the second section offset from those in the first section. These motors also have multitoothed stator poles that are not visible in the figure. Hybrid stepper motors can achieve high stepping rates, and they offer high detent torque and excellent dynamic and static torque. Hybrid steppers typically have two windings on each stator
pole so that each pole can become either magnetic north or south, depending on current flow. A cross-sectional view of a hybrid stepper motor illustrating the multitoothed poles with dual windings per pole and the multitoothed rotor is illustrated in Fig. 15. The shaft is represented by the central circle in the diagram

The most popular hybrid steppers have 3- and 5-phase wiring,
and step angles of 1.8 and 3.6º per step. These motors can provide
more torque from a given frame size than other stepper
types because either all or all but one of the motor windings are
energized at every point in the drive cycle. Some 5-phase motors
have high resolutions of 0.72° per step (500 steps per revolution).
With a compatible controller, most PM and hybrid motors can be
run in half-steps, and some controllers are designed to provide
smaller fractional steps, or microsteps. Hybrid stepper motors
capable of a wide range of torque values are available commercially.
This range is achieved by scaling length and diameter
dimensions. Hybrid stepper motors are available in NEMA size
17 to 42 frames, and output power can be as high as 1000 W
peak.
Stepper Motor Applications
Many different technical and economic factors must be considered in selecting a hybrid stepper motor. For example, the ability of the stepper motor to repeat the positioning of its multitoothed rotor depends on its geometry. Adisadvantage of the hybrid stepper motor operating open-loop is that, if overtorqued, its position
“memory” is lost and the system must be reinitialized. Stepper motors can perform precise positioning in simple open-loop control systems if they operate at low acceleration rates with static loads. However, if higher acceleration values are required for driving variable loads, the stepper motor must be operated in a
closed loop with a position sensor.

DC and AC Motor Linear Actuators
Actuators for motion control systems are available in many different forms, including both linear and rotary versions. One popular configuration is that of a Thomson Saginaw PPA, shown in section view in Fig. 16. It consists of an AC or DC motor mounted parallel to either a ballscrew or Acme screw assembly through a reduction gear assembly with a slip clutch and integral brake assembly. Linear actuators of this type can perform a wide range of commercial, industrial, and institutional applications. One version designed for mobile applications can be powered by a 12-, 24-, or 36-VDC permanent-magnet motor. These motors are capable of performing such tasks as positioning antenna reflectors, opening and closing security gates, handling materials, and raising and lowering scissors-type lift tables, machine hoods, and light-duty jib crane arms.
Other linear actuators are designed for use in fixed locations where either 120- or 220-VAC line power is available. They can have either AC or DC motors. Those with 120-VAC motors can be equipped with optional electric brakes that virtually eliminate
coasting, thus permitting point-to-point travel along the stroke. Where variable speed is desired and 120-VAC power is available, a linear actuator with a 90-VDC motor can be equipped with a solid-state rectifier/speed controller. Closed-loop feedback provides speed regulation down to one tenth of the maximum travel rate. This feedback system can maintain its selected travel rate despite load changes.
Thomson Saginaw also offers its linear actuators with either Hall-effect or potentiometer sensors for applications where it is necessary or desirable to control actuator positioning. With Halleffect sensing, six pulses are generated with each turn of the output shaft during which the stroke travels approximately 1⁄32 in.
(0.033 in. or 0.84 mm). These pulses can be counted by a separate control unit and added or subtracted from the stored pulse count in the unit’s memory. The actuator can be stopped at any 0.033-in. increment of travel along the stroke selected by programming. A limit switch can be used together with this sensor. If a 10-turn, 10,000-ohm potentiometer is used as a sensor, it can be driven by the output shaft through a spur gear. The gear ratio is established to change the resistance from 0 to 10,000 ohms over the length of the actuator stroke. A separate control unit measures the resistance (or voltage) across the potentiometer, which varies continuously and linearly with stroke travel. The actuator can be stopped at any position along its stroke.

Stepper-Motor Based Linear Actuators
Linear actuators are available with axial integral threaded shafts and bolt nuts that convert rotary motion to linear motion. Powered by fractional horsepower permanent-magnet stepper motors, these linear actuators are capable of positioning light loads. Digital pulses fed to the actuator cause the threaded shaft to rotate, advancing or retracting it so that a load coupled to the shaft can be moved backward or forward. The bidirectional digital linear actuator shown in Fig. 17 can provide linear resolution as fine as 0.001 in. per pulse. Travel per step is determined by the pitch of the leadscrew and step angle of the motor. The maximum linear force for the model shown is 75 oz.
SERVOSYSTEM FEEDBACK SENSORS
A servosystem feedback sensor in a motion control system transforms a physical variable into an electrical signal for use by the motion controller. Common feedback sensors are encoders, resolvers, and linear variable differential transformers (LVDTs) for motion and position feedback, and tachometers for velocity feedback. Less common but also in use as feedback devices are potentiometers, linear velocity transducers (LVTs), angular displacement transducers (ADTs), laser interferometers, and potentiometers. Generally speaking, the closer the feedback sensor is to the variable being controlled, the more accurate it will be in assisting the system to correct velocity and position errors. For example, direct measurement of the linear position of the carriage carrying the load or tool on a single-axis linear guide
will provide more accurate feedback than an indirect measurement determined from the angular position of the guide’s leadscrew and knowledge of the drivetrain geometry between the sensor and the carriage. Thus, direct position measurement avoids drivetrain errors caused by backlash, hysteresis, and leadscrew wear that can adversely affect indirect measurement.
Rotary Encoders
Rotary encoders, also called rotary shaft encoders or rotary shaft-angle encoders, are electromechanica transducers that convert shaft rotation into output pulses, which can be counted to
measure shaft revolutions or shaft angle. They provide rate and positioning information in servo feedback loops. A rotary encoder can sense a number of discrete positions per revolution. The number is called points per revolution and is analogous to the steps per revolution of a stepper motor. The speed of an
encoder is in units of counts per second. Rotary encoders can measure the motor-shaft or leadscrew angle to report position indirectly, but they can also measure the response of rotating machines directly.
The most popular rotary encoders are incremental optical shaft-angle encoders and the absolute optical shaft-angle encoders. There are also direct contact or brush-type and magnetic rotary encoders, but they are not as widely used in motion
control systems. Commercial rotary encoders are available as standard or catalog
units, or they can be custom made for unusual applications or survival in extreme environments. Standard rotary encoders are packaged in cylindrical cases with diameters from 1.5 to 3.5 in. Resolutions range from 50 cycles per shaft revolution to 2,304,000 counts per revolution. A variation of the conventional configuration, the hollow-shaft encoder, eliminates problems associated with the installation and shaft runout of conventional models. Models with hollow shafts are available for mounting on shafts with diameters of 0.04 to 1.6 in. (1 to 40 mm).
Incremental Encoders
The basic parts of an incremental optical shaft-angle encoder are shown in Fig. 1. A glass or plastic code disk mounted on the encoder shaft rotates between an internal light source, typically a light-emitting diode (LED), on one side and a mask and matching photodetector assembly on the other side. The incremental code disk contains a pattern of equally spaced opaque and transparent segments or spokes that radiate out from its center as shown. The electronic signals that are generated by the encoder’s electronics board are fed into a motion controller that calculates
position and velocity information for feedback purposes. An exploded view of an industrial-grade incremental encoder is shown in Fig. 2.

The quadrature encoder is the most common type of incremental encoder. Light from the LED passing through the rotating code disk and mask is “chopped” before it strikes the photodetector assembly. The output signals from the assembly are converted into two channels of square pulses (A and B) as shown in Fig. 3.
The number of square pulses in each channel is equal to the number of code disk segments that pass the photodetectors as the disk rotates, but the waveforms are 90º out of phase. If, for example, the pulses in channel A lead those in channel B, the disk is rotating in a clockwise direction, but if the pulses in channel A lag
those in channel B lead, the disk is rotating counterclockwise. By monitoring both the number of pulses and the relative phases of signals A and B, both position and direction of rotation can be determined.
Many incremental quadrature encoders also include a third output Z channel to obtain a zero reference or index signal that occurs once per revolution. This channel can be gated to the A and B quadrature channels and used to trigger certain events
accurately within the system. The signal can also be used to align the encoder shaft to a mechanical reference.
Absolute Encoders
An absolute shaft-angle optical encoder contains multiple light sources and photodetectors, and a code disk with up to 20 tracks of segmented patterns arranged as annular rings, as shown in Fig. 4. The code disk provides a binary output that uniquely defines each shaft angle, thus providing an absolute measurement. This type of encoder is organized in essentially the same way as the incremental encoder shown in Fig. 2, but the code disk rotates between linear arrays of LEDs and photodetectors
arranged radially, and a LED opposes a photodetector for each track or annular ring.
The arc lengths of the opaque and transparent sectors decrease with respect to the radial distance from the shaft. These disks, also made of glass or plastic, produce either the natural binary or Gray code. Shaft position accuracy is proportional to the number of annular rings or tracks on the disk. When the code disk rotates,
light passing through each track or annular ring generates a continuous stream of signals from the detector array. The electronics board converts that output into a binary word. The value of the output code word is read radially from the most significant bit (MSB) on the inner ring of the disk to the least significant bit
(LSB) on the outer ring of the disk.
The principal reason for selecting an absolute encoder over an incremental encoder is that its code disk retains the last angular position of the encoder shaft whenever it stops moving, whether the system is shut down deliberately or as a result of power failure. This means that the last readout is preserved, an important
feature for many applications.


Linear Encoders
Linear encoders can make direct accurate measurements of unidirectional and reciprocating motions of mechanisms with high resolution and repeatability. Figure 5 illustrates the basic parts of an optical linear encoder. A movable scanning unit contains the light source, lens, graduated glass scanning reticule, and an array
of photocells. The scale, typically made as a strip of glass with opaque graduations, is bonded to a supporting structure on the host machine.
A beam of light from the light source passes through the lens, four windows of the scanning reticule, and the glass scale to the array of photocells. When the scanning unit moves, the scale modulates the light beam so that the photocells generate sinusoidal signals.
The four windows in the scanning reticule are each 90º apart in phase. The encoder combines the phase-shifted signal to produce two symmetrical sinusoidal outputs that are phase shifted by 90º. A fifth pattern on the scanning reticule has a random
graduation that, when aligned with an identical reference mark on the scale, generates a reference signal. A fine-scale pitch provides high resolution. The spacing between the scanning reticule and the fixed scale must be narrow
and constant to eliminate undesirable diffraction effects of the scale grating. The complete scanning unit is mounted on a carriage that moves on ball bearings along the glass scale. The scanning unit is connected to the host machine slide by a coupling that compensates for any alignment errors between the scale and
the machine guideways. External electronic circuitry interpolates the sinusoidal signals from the encoder head to subdivide the line spacing on the scale so that it can measure even smaller motion increments. The practical maximum length of linear encoder scales is about 10 ft (3 m), but commercial catalog models are typically limited to about 6 ft (2 m). If longer distances are to be measured, the encoder scale is made of steel tape with reflective graduations that are sensed by an appropriate photoelectric scanning unit. Linear encoders can make direct measurements that overcome the inaccuracies inherent in mechanical stages due to backlash, hysteresis, and leadscrew error. However, the scale’s susceptibility
to damage from metallic chips, grit oil, and other contaminants, together with its relatively large space requirements,
limits applications for these encoders.
Commercial linear encoders are available as standard catalog models, or they can be custom made for specific applications or extreme environmental conditions. There are both fully enclosed and open linear encoders with travel distances from 2 in. to 6 ft
(50 mm to 1.8 m). Some commercial models are available with resolutions down to 0.07 μm, and others can operate at speeds of up to 16.7 ft/s (5 m/s).
Magnetic Encoders
Magnetic encoders can be made by placing a transversely polarized permanent magnet in close proximity to a Hall-effect device sensor. Figure 6 shows a magnet mounted on a motor shaft in close proximity to a two-channel HED array which detects changes in magnetic flux density as the magnet rotates. The output signals from the sensors are transmitted to the motion controller. The encoder output, either a square wave or a quasi sine wave (depending on the type of magnetic sensing device) can be
used to count revolutions per minute (rpm) or determine motor shaft accurately. The phase shift between channels A and B permits them to be compared by the motion controller to determine the direction of motor shaft rotation.
Resolvers
A resolver is essentially a rotary transformer that can provide position feedback in a servosystem as an alternative to an encoder. Resolvers resemble small AC motors, as shown in Fig.7, and generate an electrical signal for each revolution of their
shaft. Resolvers that sense position in closed-loop motion control applications have one winding on the rotor and a pair of windings on the stator, oriented at 90º. The stator is made by winding copper wire in a stack of iron laminations fastened to the housing, and the rotor is made by winding copper wire in a stack of laminations
mounted on the resolver’s shaft.


Figure 8 is an electrical schematic for a brushless resolver showing the single rotor winding and the two stator windings 90º apart. In a servosystem, the resolver’s rotor is mechanically coupled to the drive motor and load. When a rotor winding is excited by an AC reference signal, it produces an AC voltage output that
varies in amplitude according to the sine and cosine of shaft position. If the phase shift between the applied signal to the rotor and the induced signal appearing on the stator coil is measured, that angle is an analog of rotor position. The absolute position of the load being driven can be determined by the ratio of the sine output
amplitude to the cosine output amplitude as the resolver shaft turns through one revolution. (A single-speed resolver produces one sine and one cosine wave as the output for each revolution.) Connections to the rotor of some resolvers can be made by brushes and slip rings, but resolvers for motion control applications are typically brushless. A rotating transformer on the rotor couples the signal to the rotor inductively. Because brushless resolvers have no slip rings or brushes, they are more rugged than encoders and have operating lives that are up to ten times
those of brush-type resolvers. Bearing failure is the most likely cause of resolver failure. The absence of brushes in these resolvers makes them insensitive to vibration and contaminants. Typical brushless resolvers have diameters from 0.8 to 3.7 in. Rotor shafts are typically threaded and splined. Most brushless resolvers can operate over a 2- to 40-volt range, and their winding are excited by an AC reference voltage at frequencies from 400 to 10,000 Hz. The magnitude of the voltage
induced in any stator winding is proportional to the cosine of the angle, q, between the rotor coil axis and the stator coil axis. The voltage induced across any pair of stator terminals will be the vector sum of the voltages across the two connected coils. Accuracies of ±1 arc-minute can be achieved. In feedback loop applications, the stator’s sinusoidal output signals are transmitted to a resolver-to-digital converter (RDC), a specialized analog-to-digital converter (ADC) that converts the
signals to a digital representation of the actual angle required as an input to the motion controller.

Tachometers
A tachometer is a DC generator that can provide velocity feedback for a servosystem. The tachometer’s output voltage is directly proportional to the rotational speed of the armature shaft that drives it. In a typical servosystem application, it is mechanically coupled to the DC motor and feeds its output voltage back to the controller and amplifier to control drive motor and load speed. A cross-sectional drawing of a tachometer built into the same housing as the DC motor and a resolver is shown in Fig. 9. Encoders or resolvers are part of separate loops that provide position feedback. As the tachometer’s armature coils rotate through the stator’s
magnetic field, lines of force are cut so that an electromotive force is induced in each of its coils. This emf is directly proportional to the rate at which the magnetic lines of force are cut as well as being directly proportional to the velocity of the motor’s drive shaft. The direction of the emf is determined by Fleming’s generator rule. The AC generated by the armature coil is converted to DC by
the tachometer’s commutator, and its value is directly proportional to shaft rotation speed while its polarity depends on the direction of shaft rotation.
There are two basic types of DC tachometer: shunt wound and permanent magnet (PM), but PM tachometers are more widely used in servosystems today. There are also moving-coil tachometers which, like motors, have no iron in their armatures. The armature windings are wound from fine copper wire and bonded with glass fibers and polyester resins into a rigid cup, which is bonded to its coaxial shaft. Because this armature contains no iron, it has lower inertia than conventional copper and iron armatures,
and it exhibits low inductance. As a result, the moving-coil tachometer is more responsive to speed changes and provides a DC output with very low ripple amplitudes.
Tachometers are available as standalone machines. They can be rigidly mounted to the servomotor housings, and their shafts can be mechanically coupled to the servomotor’s shafts. If the DC servomotor is either a brushless or moving-coil motor, the standalone tachometer will typically be brushless and, although
they are housed separately, a common armature shaft will be shared. A brush-type DC motor with feedback furnished by a brushtype tachometer is shown in Fig. 10. Both tachometer and motor rotor coils are mounted on a common shaft. This arrangement provides a high resonance frequency. Moreover, the need for separate tachometer bearings is eliminated. In applications where precise positioning is required in addition to speed regulation, an incremental encoder can be added on the same shaft, as shown in Fig. 11


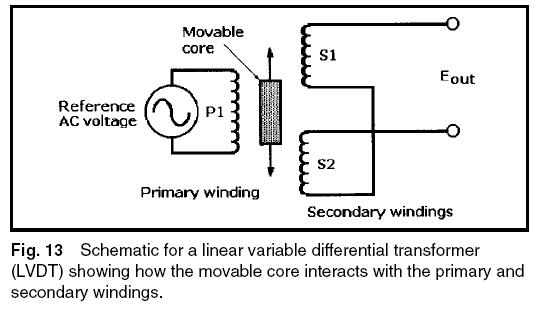
Linear Variable Differential Transformers (LVDTs)
A linear variable differential transformer (LVDT) is a sensing transformer consisting of a primary winding, two adjacent secondary windings, and a ferromagnetic core that can be moved axially within the windings, as shown in the cutaway view Fig.12. LVDTs are capable of measuring position, acceleration,
force, or pressure, depending on how they are installed. In motion control systems, LVDTs provide position feedback by measuring the variation in mutual inductance between their primary and secondary windings caused by the linear movement of
the ferromagnetic core. The core is attached to a spring-loaded sensing shaft. When
depressed, the shaft moves the core axially within the windings, coupling the excitation voltage in the primary (middle) winding P1 to the two adjacent secondary windings S1 and S2. Figure 13 is a schematic diagram of an LVDT. When the core
is centered between S1 and S2, the voltages induced in S1 and S2 have equal amplitudes and are 180º out of phase. With a seriesopposed connection, as shown, the net voltage across the secondaries is zero because both voltages cancel. This is called the null position of the core.

S1 is more strongly coupled to primary winding P1 than secondary
winding S2, and an output sine wave in phase with the primary
voltage is induced. Similarly, if the core is moved to the
right and winding S2 is more strongly coupled to primary winding
P1, an output sine wave that is 180º out-of-phase with the
primary voltage is induced. The amplitudes of the output sine
waves of the LVDT vary symmetrically with core displacement,
either to the left or right of the null position.
Linear variable differential transformers require signal conditioning
circuitry that includes a stable sine wave oscillator to
excite the primary winding P1, a demodulator to convert secondary
AC voltage signals to DC, a low-pass filter, and an amplifier
to buffer the DC output signal. The amplitude of the resulting
DC voltage output is proportional to the magnitude of core
displacement, either to the left or right of the null position. The
phase of the DC voltage indicates the position of the core relative
to the null (left or right). An LVDT containing an integral
oscillator/demodulator is a DC-to-DC LVDT, also known as a
DCDT.
Linear variable differential transformers can make linear displacement
(position) measurements as precise as 0.005 in. (0.127
mm). Output voltage linearity is an important LVDT characteristic,
and it can be plotted as a straight line within a specified
range. Linearity is the characteristic that largely determines the
LVDT’s absolute accuracy.
Linear Velocity Transducers (LVTs)
A linear velocity transducer (LVT) consists of a magnet positioned axially within a two wire coils. When the magnet is moved through the coils, it induces a voltage within the coils in accordance with the Faraday and Lenz laws. The output voltage
from the coils is directly proportional to the magnet’s field strength and axial velocity over its working range. When the magnet is functioning as a transducer, both of its ends are within the two adjacent coils, and when it is moved axially,
its north pole will induce a voltage in one coil and its south pole will induce a voltage in the other coil. The two coils can be connected in series or parallel, depending on the application. In both configurations the DC output voltage from the coils is proportional to magnet velocity. (A single coil would only produce
zero voltage because the voltage generated by the north pole would be canceled by the voltage generated by the south pole.) The characteristics of the LVT depend on how the two coils are connected. If they are connected in series opposition, the output is added and maximum sensitivity is obtained. Also, noise generated in one coil will be canceled by the noise generated in the other coil. However, if the coils are connected in parallel, both sensitivity and source impedance are reduced. Reduced sensitivity improves high-frequency response for measuring high velocities, and the lower output impedance improves the LVT’scompatibility with its signal-conditioning electronics.
Angular Displacement Transducers (ATDs)
An angular displacement transducer is an air-core variable differential capacitor that can sense angular displacement. As shown in exploded view Fig. 14 it has a movable metal rotor sandwiched between a single stator plate and segmented stator plates. When a high-frequency AC signal from an oscillator is placed across the
plates, it is modulated by the change in capacitance value due to the position of the rotor with respect to the segmented stator plates. The angular displacement of the rotor can then be determined accurately from the demodulated AC signal.

The base is the mounting platform for the transducer assembly. It contains the axial ball bearing that supports the shaft to which the rotor is fastened. The base also supports the transmitting board, which contains a metal surface that forms the lower
plate of the differential capacitor. The semicircular metal rotor mounted on the shaft is the variable plate or rotor of the capacitor. Positioned above the rotor is the receiving board containing two separate semicircular metal sectors on its lower surface. The board acts as the receiver for the AC signal that has been modulated
by the capacitance difference between the plates caused by rotor rotation.
An electronics circuit board mounted on top of the assembly contains the oscillator, demodulator, and filtering circuitry. The ADT is powered by DC, and its output is a DC signal that is proportional to angular displacement. The cup-shaped housing
encloses the entire assembly, and the base forms a secure cap. DC voltage is applied to the input terminals of the ADT to power the oscillator, which generates a 400- to 500-kHz voltage that is applied across the transmitting and receiving stator plates.
The receiving plates are at virtual ground, and the rotor is at true ground. The capacitance value between the transmitting and receiving plates remains constant, but the capacitance between the separate receiving plates varies with rotor position.
A null point is obtained when the rotor is positioned under equal areas of the receiving stator plates. In that position, the capacitance between the transmitting stator plate and the receiving stator plates will be equal, and there will be no output voltage. However, as the rotor moves clockwise or counterclockwise, the capacitance between the transmitting plate and one of the receiving plates will be greater than it is between the other receiving plate. As a result, after demodulation, the differential output DC voltage will be proportional to the angular distance the rotor moved from the null point.
Inductosyns
The Inductosyn is a proprietary AC sensor that generates position feedback signals that are similar to those from a resolver. There are rotary and linear Inductosyns. Much smaller than a resolver, a rotary Inductosyn is an assembly of a scale and slider on insulating substrates in a loop. When the scale is energized with AC, the
voltage couples into the two slider windings and induces voltages proportional to the sine and cosine of the slider spacing within a cyclic pitch.
An Inductosyn-to-digital (I/D) converter, similar to a resolver-to-digital (R/D) converter, is needed to convert these signals into a digital format. Atypical rotary Inductosyn with 360 cyclic pitches per rotation can resolve a total of 1,474,560 sectors for each resolution. This corresponds to an angular rotation of less than 0.9arc-s. This angular information in a digital format is sent to the motion controller.
Laser Interferometers
Laser interferometers provide the most accurate position feedback for servosystems. They offer very high resolution (to 1.24 nm), noncontact measurement, a high update rate, and intrinsic accuracies of up to 0.02 ppm. They can be used in servosystems
either as passive position readouts or as active feedback sensors in a position servo loop. The laser beam path can be precisely aligned to coincide with the load or a specific point being measured, eliminating or greatly reducing Abbe error.
A single-axis system based on the Michaelson interferometer is illustrated in Fig. 15. It consists of a helium–neon laser, a polarizing beam splitter with a stationary retroreflector, a moving retroreflector that can be mounted on the object whose position is to be measured, and a photodetector, typically a photodiode.
Light from the laser is directed toward the polarizing beam splitter, which contains a partially reflecting mirror. Part of the laser beam goes straight through the polarizing beam splitter, and part of the laser beam is reflected. The part that goes straight through the beam splitter reaches the moving reflectometer,
which reflects it back to the beam splitter, that passes it on to the photodetector. The part of the beam that is reflected by the beam splitter reaches the stationary retroreflector, a fixed distance away. The retroreflector reflects it back to the beam splitter before it is also reflected into the photodetector. As a result, the two reflected laser beams strike the photodetector, which converts the combination of the two light beams into an electrical signal. Because of the way laser light beams interact, the output of the detector depends on a difference in the
distances traveled by the two laser beams. Because both light beams travel the same distance from the laser to the beam splitter and from the beam splitter to the photodetector, these distances.

are not involved in position measurement. The laser interferometer measurement depends only on the difference in distance between the round trip laser beam travel from the beam splitter to the moving retroreflector and the fixed round trip distance of laser beam travel from the beam splitter to the stationary retroreflector. If these two distances are exactly the same, the two light
beams will recombine in phase at the photodetector, which will produce a high electrical output. This event can be viewed on a video display as a bright light fringe. However, if the difference between the distances is as short as one-quarter of the laser’s wavelength, the light beams will combine out-of-phase, interfering
with each other so that there will be no electrical output from the photodetector and no video output on the display, a condition called a dark fringe.
As the moving retroreflector mounted on the load moves farther away from the beam splitter, the laser beam path length will increase and a pattern of light and dark fringes will repeat uniformly. This will result in electrical signals that can be counted and converted to a distance measurement to provide an accurate position of the load. The spacing between the light and dark fringes and the resulting electrical pulse rate is determined by the wavelength of the light from the laser. For example, the wavelength of the light beam emitted by a helium–neon (He–Ne)
laser, widely used in laser interferometers, is 0.63 μm, or about
0.000025 in.
Thus the accuracy of load position measurement depends primarily on the known stabilized wavelength of the laser beam. However, that accuracy can be degraded by changes in humidity and temperature as well as airborne contaminants such as smoke
or dust in the air between the beam splitter and the moving retroreflector.
Precision Multiturn Potentiometers
The rotary precision multiturn potentiometer shown in the cutaway in Fig 16 is a simple, low-cost feedback instrument. Originally developed for use in analog computers, precision potentiometers can provide absolute position data in analog form
as a resistance value or voltage. Precise and resettable voltages correspond to each setting of the rotary control shaft. If a potentiometer is used in a servosystem, the analog data will usually be converted to digital data by an integrated circuit analog-to-digital converter (ADC). Accuracies of 0.05% can be obtained from an
instrument-quality precision multiturn potentiometer, and resolutions can exceed 0.005º if the output signal is converted with a 16-bit ADC. Precision multiturn potentiometers have wirewound or hybrid resistive elements. Hybrid elements are wirewound elements coated with resistive plastic to improve their resolution. To
obtain an output from a potentiometer, a conductive wiper must be in contact with the resistive element. During its service life wear on the resistive element caused by the wiper can degrade the precision of the precision potentiometer.

SOLENOIDS AND THEIR APPLICATIONS
Solenoids: An Economical Choice for Linear or Rotary Motion
Asolenoid is an electromechanical device that converts electrical energy into linear or rotary mechanical motion. All solenoids include a coil for conducting current and generating a magnetic field, an iron or steel shell or case to complete the magnetic circuit, and a plunger or armature for translating motion. Solenoids can be actuated by either direct current (DC) or rectified alternating current (AC). Solenoids are built with conductive paths that transmit maximum magnetic flux density with minimum electrical energy input. The mechanical action performed by the solenoid depends on the design of the plunger in a linear solenoid or the armature in a rotary solenoid. Linear solenoid plungers are either spring-loaded or use external methods to restrain axial movement caused by the magnetic flux when the coil is energized and restore it to its initial position when the current is switched off.

Cutaway drawing Fig. 1 illustrates how pull-in and push-out actions are performed by a linear solenoid. When the coil is energized, the plunger pulls in against the spring, and this motion can be translated into either a “pull-in” or a “push-out” response. All solenoids are basically pull-in-type actuators, but the location of
the plunger extension with respect to the coil and spring determines its function. For example, the plunger extension on the left end (end A) provides “push-out” motion against the load, while a plunger extension on the right end terminated by a clevis (end B) provides “pull-in” motion. Commercial solenoids perform only one of these functions. Figure 2 is a cross-sectional view of a typical pull-in commercial linear solenoid. Rotary solenoids operate on the same principle as linear solenoids
except that the axial movement of the armature is converted into rotary movement by various mechanical devices. One of these is the use of internal lands or ball bearings and slots or races that convert a pull-in stroke to rotary or twisting motion. Motion control and process automation systems use many different kinds of solenoids to provide motions ranging from simply turning an event on or off to the performance of extremely complex sequencing. When there are requirements for linear or rotary motion, solenoids should be considered because of their relatively small size and low cost when compared with alternatives such as motors or actuators. solenoids are easy to install and use, and they are both versatile and reliable.

Technical Considerations
Important factors to consider when selecting solenoids are their rated torque/force, duty cycles, estimated working lives, performance curves, ambient temperature range, and temperature rise. The solenoid must have a magnetic return path capable of
transmitting the maximum amount of magnetic flux density with minimum energy input. Magnetic flux lines are transmitted to the plunger or armature through the bobbin and air gap back through the iron or steel shell. A ferrous metal path is more efficient than air, but the air gap is needed to permit plunger or armature movement.
The force or torque of a solenoid is inversely proportional to the square of the distance between pole faces. By optimizing the ferrous path area, the shape of the plunger or armature, and the magnetic circuit material, the output torque/force can be increased.
The torque/force characteristic is an important solenoid specification. In most applications the force can be a minimum at the start of the plunger or armature stroke but must increase at a rapid rate to reach the maximum value before the plunger or armature reaches the backstop.
The magnetizing force of the solenoid is proportional to the number of copper wire turns in its coil, the magnitude of the current, and the permeance of the magnetic circuit. The pull force required by the load must not be greater than the force developed by the solenoid during any portion of its required stroke, or the plunger or armature will not pull in completely. As a result, the load will not be moved the required distance. Heat buildup in a solenoid is a function of power and the
length of time the power is applied. The permissible temperature rise limits the magnitude of the input power. If constant voltage is applied, heat buildup can degrade the efficiency of the coil by effectively reducing its number of ampere turns. This, in turn, reduces flux density and torque/force output. If the temperature of the coil is permitted to rise above the temperature rating of its
insulation, performance will suffer and the solenoid could fail prematurely. Ambient temperature in excess of the specified limits will limit the solenoid cooling expected by convection and conduction.
Heat can be dissipated by cooling the solenoid with forced air from a fan or blower, mounting the solenoid on a heat sink, or circulating a liquid coolant through a heat sink. Alternatively, a larger solenoid than the one actually needed could be used.
The heating of the solenoid is affected by the duty cycle, which is specified from 10 to 100%, and is directly proportional to solenoid on time. The highest starting and ending torque are obtained with the lowest duty cycle and on time. Duty cycle is
defined as the ratio of on time to the sum of on time and off time. For example, if a solenoid is energized for 30 s and then turned off for 90 s, its duty cycle is 30⁄120 = 1⁄4, or 25%.
The amount of work performed by a solenoid is directly related to its size. A large solenoid can develop more force at a given stroke than a small one with the same coil current because it has more turns of wire in its coil.
Open-frame Solenoids
Open-frame solenoids are the simplest and least expensive models. They have open steel frames, exposed coils, and movable plungers centered in their coils. Their simple design permits them to be made inexpensively in high-volume production runs
so that they can be sold at low cost. The two forms of open-frame solenoid are the C-frame solenoid and the box-frame solenoid. They are usually specified for applications where very long life and precise positioning are not critical requirements.
C-Frame Solenoids
C-frame solenoids are low-cost commercial solenoids intended for light-duty applications. The frames are typically laminated steel formed in the shape of the letter C to complete the magnetic circuit through the core, but they leave the coil windings without a complete protective cover. The plungers are typically made as
laminated steel bars. However, the coils are usually potted to resist airborne and liquid contaminants. These solenoids can be found in appliances, printers, coin dispensers, security door locks, cameras, and vending machines. They can be powered
with either AC or DC current. Nevertheless, C-frame solenoids can have operational lives of millions of cycles, and some standard catalog models are capable of strokes up to 0.5 in. (13 mm).
Box-Frame Solenoids
Box-frame solenoids have steel frames that enclose their coils on two sides, improving their mechanical strength. The coils are wound on phenolic bobbins, and the plungers are typically made from solid bar stock. The frames of some box-type solenoids are made from stacks of thin insulated sheets of steel to control eddy
currents as well as keep stray circulating currents confined in solenoids powered by AC. Box-frame solenoids are specified for higher-end applications such as tape decks, industrial controls, tape recorders, and business machines because they offer
mechanical and electrical performance that is superior to those of C-frame solenoids. Standard catalog commercial box-frame solenoids can be powered by AC or DC current, and can have strokes that exceed 0.5 in. (13 mm).
Tubular Solenoids
The coils of tubular solenoids have coils that are completely enclosed in cylindrical metal cases that provide improved magnetic circuit return and better protection against accidental damage or liquid spillage. These DC solenoids offer the highest volumetric efficiency of any commercial solenoids, and they are
specified for industrial and military/aerospace equipment where the space permitted for their installation is restricted. These solenoids are specified for printers, computer disk-and tape drives, and military weapons systems; both pull-in and push-out styles are available. Some commercial tubular linear solenoids in this class have strokes up to 1.5 in. (38 mm), and some can provide 30 lbf (14 kgf) from a unit less than 2.25 in (57 mm) long. Linear solenoids find applications in vending machines, photocopy machines, door locks, pumps, coin-changing mechanisms, and film processors.
Rotary Solenoids
Rotary solenoid operation is based on the same electromagnetic principles as linear solenoids except that their input electrical energy is converted to rotary or twisting rather than linear motion. Rotary actuators should be considered if controlled speed is a requirement in a rotary stroke application. One style of
rotary solenoid is shown in the exploded view Fig. 3. It includes an armature-plate assembly that rotates when it is pulled into the housing by magnetic flux from the coil. Axial stroke is the linear distance that the armature travels to the center of the coil as the solenoid is energized. The three ball bearings travel to the lower
ends of the races in which they are positioned. The operation of this rotary solenoid is shown in Fig. 4. The rotary solenoid armature is supported by three ball bearings that travel around and down the three inclined ball races. The de-


energized state is shown in (a). When power is applied, a linear electromagnetic force pulls in the armature and twists the armature plate, as shown in (b). Rotation continues until the balls have traveled to the deep ends of the races, completing the conversion of linear to rotary motion.
This type of rotary solenoid has a steel case that surrounds and protects the coil, and the coil is wound so that the maximum amount of copper wire is located in the allowed space. The steel housing provides the high permeability path and low residual
flux needed for the efficient conversion of electrical energy to mechanical motion. Rotary solenoids can provide well over 100 lb-in. (115 kgf-cm) of torque from a unit less than 2.25 in. (57 mm) long. Rotary solenoids are found in counters, circuit breakers, electronic component pick-and-place machines, ATM machines, machine tools,
ticket-dispensing machines, and photocopiers. Rotary Actuators The rotary actuator shown in Fig. 5 operates on the principle of attraction and repulsion of opposite and like magnetic poles as a motor. In this case the electromagnetic flux from the actuator’s solenoid interacts with the permanent magnetic field of a neodymium–iron disk magnet attached to the armature but free to rotate. The patented Ultimag rotary actuator from the Ledex product group of TRW, Vandalia, Ohio, was developed to meet the need for a bidirectional actuator with a limited working stroke of less than 360º but capable of offering higher speed and torque than a rotary solenoid. This fast, short-stroke actuator is finding applications in industrial, office automation, and medical equipment as well as automotive applications The PM armature has twice as many poles (magnetized sectors) as the stator. When the actuator is not energized, as shown in (a), the armature poles each share half of a stator pole, causing
the shaft to seek and hold mid-stroke. When power is applied to the stator coil, as shown in (b), its associated poles are polarized north above the PM disk and south beneath it. The resulting flux interaction attracts half of the armature’s PM poles while repelling the other half. This causes the shaft to rotate in the direction shown. When the stator voltage is reversed, its poles are reversed so that the north pole is above the PM disk and south pole is below it. Consequently, the opposite poles of the actuator armature are attracted and repelled, causing the armature to reverse its direction of rotation.
According to the manufacturer, Ultimag rotary actuators are rated for speeds over 100 Hz and peak torques over 100 oz-in. Typical actuators offer a 45º stroke, but the design permits a maximum stroke of 160º. These actuators can be operated in an
on/off mode or proportionally, and they can be operated either open- or closed-loop. Gears, belts, and pulleys can amplify the stroke, but this results in reducing actuator torque.







Electrical Actuator
ReplyDeleteSdtork control pvt ltd, pune india. Manufacturers of electrical actuators.
Three Phase Quarter Turn Electrical Actuator
Single Phase Quarter Turn Electrical Actuator
Three Phase Multiturn Electrical Actuator
Electrical Actuator
Single Phase Linear Electrical Actuator
For more details visit :- http://www.sdtork.com/
Thank you so much for the informative article share with us Electrometer
ReplyDeleteI read your blog and after read you blog I feel that your blog is worth for us. Thank you for sharing it. Looking forward to see more worth blogs in future.
ReplyDeleteTypes of Actuators
Very useful stepper motor article. Thanks for your sharing.
ReplyDeleteI am glad to find amazing information from the blog. Thanks for sharing the information. HKS Rotary Actuators | Helical Rotary Actuator
ReplyDeleteAdvance Programing of AC Drives with Practical Machines on V/F Method Vector Control & Sensor-less Vector. Expertise your skills on AC Drive. Call Now +91- 9953489987.
ReplyDelete
ReplyDeleteGet the exact linear actuator stepper motor that you need. It's as easy as 1-2-3: choose your motor, choose your screw, and choose your nut.
Nice reading, I love your content. This is really a fantastic and informative post. Keep it up and if you are looking for polymer bonded magnets then visit Mingjie Magnets Co., Limited
ReplyDeleteReally Nice Blog! I want to say thanks for your time for this great blog, Keep it up Magnetic Door Sensor Suppliers In China
ReplyDeleteElectrical stamping is a critical component in electrical motor manufacturing. These thin laminations of silicon steel play a vital role in reducing energy losses and enhancing motor efficiency. Electrical stamping manufacturers in india, have a significant presence in the global market. They produce high-quality laminations, tailored to the specific requirements of electric motor applications. These manufacturers employ advanced technologies to ensure precision and consistency in their products. Electrical stamping & lamination is a specialized field, where attention to detail and material quality are paramount. These components are the backbone of efficient electrical motors, enabling industries to reduce energy consumption and achieve sustainability goals.
ReplyDelete